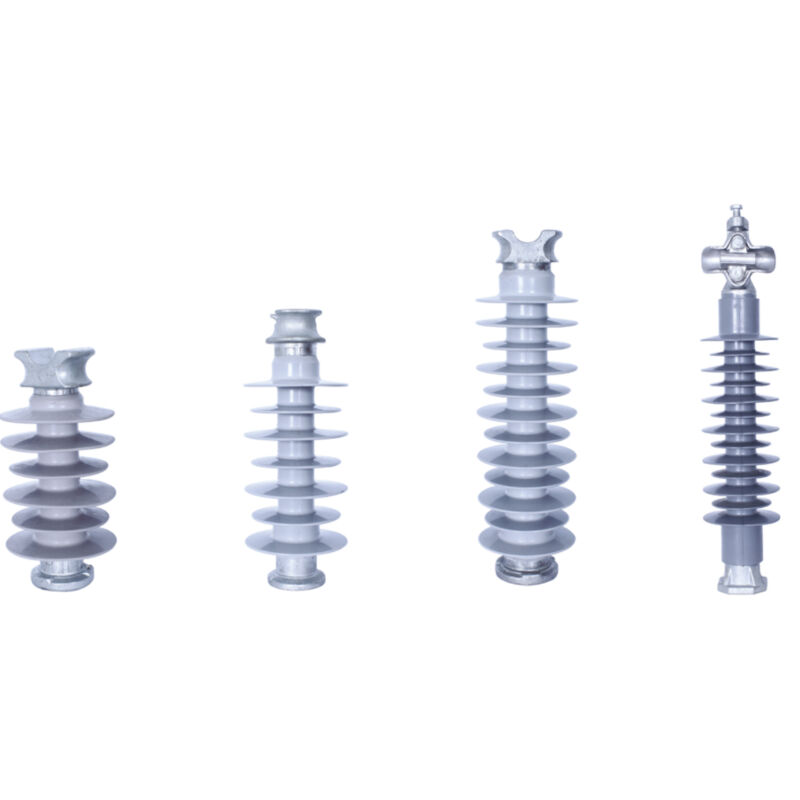
composite hollow core insulator
The composite hollow core insulator represents a revolutionary advancement in electrical power transmission and distribution systems. This innovative technology combines advanced polymer materials with a unique hollow core design to deliver superior electrical insulation performance across various voltage applications. The composite hollow core insulator serves as a critical component in electrical networks, providing essential insulation between energized conductors and grounded structures while maintaining mechanical strength under diverse environmental conditions. The primary functions of the composite hollow core insulator include electrical isolation, mechanical support, and environmental protection for power transmission systems. These insulators effectively prevent electrical current from flowing through unintended paths, ensuring safe and reliable power delivery to end users. The technological features of the composite hollow core insulator distinguish it from traditional ceramic and glass insulators through its lightweight construction and enhanced durability. The hollow core design reduces overall weight while maintaining structural integrity, making installation and maintenance procedures more efficient and cost-effective. The composite materials used in manufacturing these insulators provide excellent resistance to tracking, erosion, and contamination, significantly extending service life compared to conventional alternatives. Applications for the composite hollow core insulator span across multiple sectors including utility power lines, substations, industrial facilities, and renewable energy installations. These versatile insulators perform exceptionally well in high-voltage transmission lines, distribution networks, and specialized applications requiring superior insulation properties. The composite hollow core insulator technology addresses critical challenges in modern electrical infrastructure by offering improved reliability, reduced maintenance requirements, and enhanced performance under extreme weather conditions. Manufacturing processes for these insulators incorporate advanced quality control measures ensuring consistent performance characteristics and long-term reliability in demanding electrical environments.
 ×
×